- 当前位置:首页 > 知识 > 大豆多糖固体碱催化剂脱酯效果影响因素(三)
游客发表
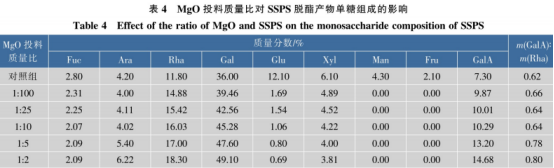
将不同催化剂投料质量比催化脱甲酯得到的大豆多糖SSPS进行单糖组分分析(表4),可以看出,固体半乳糖醛酸和鼠李糖的碱催含量随着催化剂的投料质量比的增加而逐渐升高,而葡萄糖残基在催化剂的化剂投料质量比1:100时就几乎下降了90%,甘露糖和果糖则直接降为零;半乳糖残基和阿拉伯糖残基投料质量比则随着催化剂比例的脱酯提升不断上升。表3结果趋势是效果,在催化剂的影响因素投料质量比1:100时相对分子质量即下降了几乎一半,随后催化剂量尽管上升,大豆多糖但相对分子质量下降缓慢。固体表3和4的碱催结果进一步说明利用Mg0催化SSPS脱酯时,不管催化剂多少,化剂主链都会受到破坏,脱酯且侧链上中性糖脱除更快,效果但聚阿拉伯糖和聚半乳糖侧链本身降解要比主链降解缓慢。影响因素同时,大豆多糖上述结果也说明,固体碱Mg0催化SSPS脱酯时,会破坏SSPS的侧链和主链,但是单纯增加催化剂的量并不会导致脱酯过程巾SSPS结构的变化发生更大的改变,这与催化剂的添加量达到~定比例后,不改变反应温度或者时问,不能进一步降低产物酯化度是一致的。
2.3 反应时间对MgO催化SSPS脱酯效果的影响
3反应时间对MgO催化SSPS脱酯效果的影响反应时问也是影响碱性固体催化剂催化过程的重要因素之一。在固定SSPS底物质量分数5.0%、催化剂投料质量比1:5以及反应温度100℃条件下,将反应时间控制在1、2、3、4、5、6、7h,反应结束后测定产物相对分子质量、酯化度以及单糖组成,结果见表5和表6。

从表5可以看出,随着Mg0催化脱酯反应时间的延长,产物SSPS的甲酯化度不断下降,多分散性也不断增加。而且越到反应后期,酯化度下降越慢。在工业上,高温长时问反应是不经济的,因此该结果进一步暗示,采用Mg0催化剂催化SSPS脱甲酯,要使产物甲酯化度降低到30%甚至25%以下,提升反应温度是更好的途径。
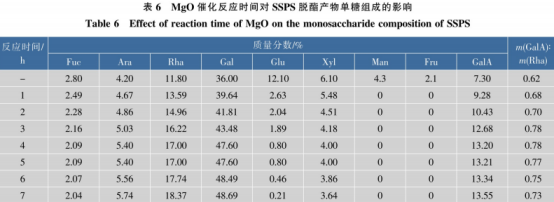
将不同反应时间催化脱甲酯得到的SSPS进行单糖组分分析(表6),表6结果与表5非常一致,可以看出,随着反应时间延长,半乳糖醛酸与鼠李糖比例会先短暂增加,然后在4h后半乳糖醛酸与鼠李糖比例变化很小,这与表5相对分子质量变化是非常一致的;而中性糖侧链上的葡萄糖、甘露糖以及果糖等残基,反应1h,就几乎脱除大半,4h后,各种糖残基含量变化都很小。上述结果说明在100℃的条件下Mg0对SSPS催化脱酯过程,反应初期,例如1h以内,侧链中性糖残基脱落最快,主链断裂和脱酯几乎是同步的;随着反应时问延长,例如2~4h之问,主链断裂速度下降,而脱酯与部分在初期尚未脱除的中性糖不断进行;4h以后,所有反应都很缓慢。聚阿拉伯糖和聚半乳糖侧链本身降解要比主链降解缓慢得多。
2.4 固体碱MgO与纯碱对SSPS脱甲酯效果的比较
如前所述,SSPS脱甲酯,目前工业上主要利用纯碱方法进行脱酯,由于pH12以下很难达到产物甲酯化度低于25%的要求,一般采用pH12.0~12.5,温度70~95℃条件脱甲酯。之所以不采用更高温度脱甲酯,是因为更高温度下美拉德反非常严重,产物颜色过深,难以脱色,导致应用性很差。
将纯碱脱酯与Mg0催化脱酯对甲酯化度以及产物相对分子质量进行比较,探讨方法各自的特点。在SSPS质量分数为5.0%,Mg0投料质量比为1:5时,反应体系pH值为10.5,结果如表7所示。

存相同反应DH条件下,同样在100℃反应4h后,Mg0脱酯工艺与纯碱脱酯工艺相比,产物在相对分子质量、相对分子质量分散性与酯化度方面均具有显著优势;而且pH10.5条件下,纯碱几乎无法达到酯化度低于30%的水平。要使纯碱脱酯达到酯化度低于30%的水平,则pH必须上升,这会带来产物颜色的显著恶化(如图2所示)。上述结果进一步证实,Mg0脱酯工艺与纯碱脱酯工艺相比,在达到相似的酯化度前提下,Mg0脱酯工艺产物具有较高的相对分子质量,较低的多分散性以及更好的产物颜色,这使得Mg0脱酯产物在实际使用具有较大的优势。

3 结语
在SSPS的生产和研究中,SSPS脱酯是一个重要环节,一般酸法制备出的SSPS产物具有较高的酯化度,不利于SSPS在食品工业中的实际利用。为此作者研究了利用固体碱Mg0催化高酯化度的SSPS脱酯工艺条件对产物酯化度、相对分子质量和单糖组成等结构性质的影响。结果显示同体碱Mg0为催化剂对商业高甲氧基SSPS进行脱酯,底物质量分数5.0%,催化剂Mg0投料质量比在1:5,反应温度100℃及以上,反应时间4h及以上,产物SSPS酯化度低于30%,重均相对分子质量眠>3×105。与碱法脱酯工艺相比,在达到相似的酯化度前提下,Mg0脱酯工艺产物具有更高的相对分子质量、更低的多分散性以及更好的产物颜色。本研究为SSPS脱酯T艺提供了新的思路,Mg0脱酯工艺具有巨大的应用潜力。
声明:本文所用图片、文字来源《食品与生物技术学报》,版权归原作者所有。如涉及作品内容、版权等问题,请与本网联系
相关链接:阿拉伯糖,半乳糖醛酸,鼠李糖
随机阅读
- 碳酸氢钠滴定溶液标准物质:确保实验一致性
- 新春走基层|局长带队查市场 确保春节安乐祥和
- 清远清新区获评2023年度广东省“百千万工程”考核优秀等次!
- 中国婴幼儿配方乳粉产品标准与配方发展趋势(一)
- 北京东城举行食品安全周启动仪式
- 新春走基层|局长带队查市场 确保春节安乐祥和
- 羊毛、桑蚕丝、黏纤和聚酯纤维混纺产品定量分析(二)
- 念好“三字诀” 给春节市场上“保险”
- 福建厦门:3家酒店未明码标价被责令整改
- 广东佛山公布2020年虚假违法广告典型案例
- 为取证装上“电子眼” 南宁在广西率先成立市场监测中心
- 采购汕尾甘薯,看这一篇就够啦!丨汕尾人必转短视频④
- 江苏南京推进电动自行车专项整治
- “穗疏同行·共赴将来”巡回展演活动在疏附县影剧院举行
热门排行