- 当前位置:首页 > 娱乐 > 甲醇精馏装置增设先进控制系统作用浅谈
游客发表
兖矿鲁南化工有限公司甲醇精馏装置生产能力为35万t/a,甲醇精馏年运行时间为330 d,装置增设作用采用三塔工艺流程。先进系统自2019年6月,控制兖矿鲁南化工有限公司根据甲醇精馏装置工艺特点和生产需求,浅谈完成了现场调研与进程控制符(PID)整定、甲醇精馏软硬件安装与调试、装置增设作用先进控制系统详细方案设计与论证、先进系统模型辨识与控制器设计、控制集散控制系统(DCS)逻辑切换程序组态与调试、浅谈操作人员培训等工作,甲醇精馏并在2019年8月底完成甲醇精馏装置先进控制器的装置增设作用上线调试工作。
1 实施过程
甲醇精馏装置先进控制系统的先进系统主要任务是抑制外部扰动,合理动态调节各操作变量,控制平稳各精馏塔关键工艺指标,浅谈稳定产品质量,实现自动化操作。采用多变量模型预测控制技术,并根据甲醇精馏装置的实际生产特点,设计出适合甲醇精馏装置的先进控制器。
1.1 预塔先进控制器
预塔的主要控制目标是通过平稳控制塔内温度分布,减少预塔塔顶甲醇损失。根据预塔的运行特点和过程控制要求,采用多变量模型预测控制,以再沸器低压蒸汽量、回流量、塔顶放空阀开度、塔釜采出阀开度、循环水调节阀开度为操纵变量,以塔釜温度、塔顶温度、回流槽液位、塔釜液位等为被控变量,建立操纵变量、被控变量、干扰变量之间的动态模型,实现各关键工艺参数的平稳控制,尽可能减小塔顶采出中甲醇含量,保证分离效果。经数据收集、分析PID单回路,原控制策略可满足系统需求,故不再建设预塔先进控制器。
1.2 加压塔和常压塔先进控制器
加压塔、常压塔为甲醇产品塔,是甲醇精馏装置的核心部分。根据加压塔工艺特点和控制需求,采用模型预测控制、智能控制等先进控制策略,根据加压塔、常压塔的温度分布特点及对生产过程数据的分析,建立加压塔、常压塔多变量协调优化控制器,通过合理调节低压蒸汽量、回流量、塔釜采出量等操作手段,实现对塔釜温度、塔顶温度、塔釜液位、回流槽液位、塔顶压力、塔压差等指标的平稳控制和分级优化,保持塔内的物料平衡和能量平衡,稳定生产工况,保证产品质量。
2 实施效果
该甲醇精馏装置先进控制系统于2019年8月24日—9月18日试投运。考核期间,甲醇Ⅱ精馏工段运行稳定,与实施先进控制系统前相比各塔工艺参数运行平稳率、蒸汽用量及员工操作强度显著降低。
加压塔投运前后数据对比见表1。
由表1可以计算得出:加压塔液位方差由24.97降低至4.79,方差改善80.84%;加压塔回流罐液位方差由1.53降低至0.35,方差改善77.28%;加压塔塔釜温度方差由0.33降低至0.12,方差改善63.85%。
常压塔投运前后数据对比见表2。
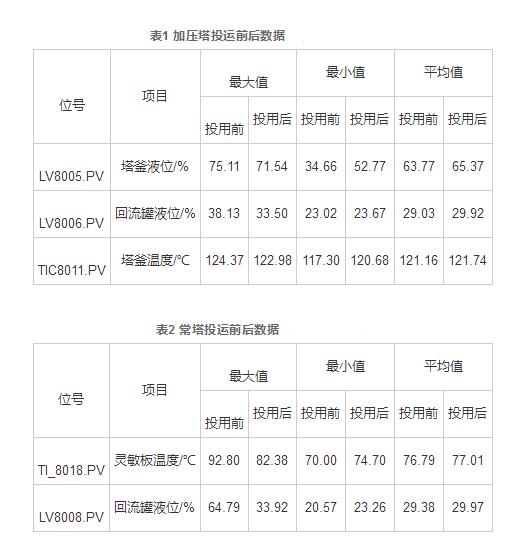
由表2可以计算得出:常压塔塔顶温度方差由4.17降低至0.35,方差改善91.64%;常压塔回流罐液位方差由3.28降低至0.17,方差改善94.67%。
考虑到环境影响,统计先进控制系统投用前后同期甲醇精馏装置蒸汽消耗及精馏收率,结果见表3。

由表3可以看出:2019年先进控制系统投用后蒸汽消耗明显低于2018年同期,蒸汽消耗比2018年同期减少2.18%,精馏收率比2018年同期提高0.48%。
3 结语
自2019年8月底完成甲醇Ⅱ精馏装置先进控制器的上线调试工作后,甲醇Ⅱ精馏工段运行稳定,与实施先进控制系统前相比:蒸汽消耗比2018年同期减少2.18%,精馏收率比2018年同期提高0.48%,产品质量得到了大幅度提升;蒸汽压力稳定期间,所有回路实现自动控制调节,员工基本只监控,不需要再频繁调节,大大降低了劳动强度,真正实现了增产降耗。
声明:本文所用图片、文字来源《氮肥与合成气》,版权归原作者所有。如涉及作品内容、版权等问题,请与本网联系删除
相关链接:温度,压力,甲醇
随机阅读
热门排行